







1 요약:턴디쉬유도 가열기기는 최근 몇 년 동안 제강 공정에서 점점 더 많은 관심을 끌고 있습니다.이중 유도 히터는 큰 턴디쉬 용량을 차지하므로 결과적으로 제철소의 생산량이 감소합니다.단일 유도 히터 턴디쉬 기술이 현재 작업에서 제시되었습니다.비등온 및 등온 사용 상황을 모두 고려한 물 모델링을 통해 유동 특성을 연구하고 이중 유도 히터의 유동 특성과 비교합니다.결과는 서로 다른 가닥 사이의 흐름 일관성이 이중 유도 히터보다 단일 유도 히터에서 약간 약하다는 것을 보여줍니다.그럼에도 불구하고 최적화된 케이스는 데드 볼륨 비율 15% 및 최소 중단 시간 92초로 산업 요구 사항을 완전히 충족할 수 있습니다.
키워드:채널형 유도 가열 방식의 턴디쉬;단일 유도 히터;흐름장;
1.소개
Tundish는 연속 주조 공정에서 용강을 국자와 주형 사이에 분배하고 비금속 개재물의 제거를 촉진하며 결과적으로 주물의 표면 및 내부 품질을 향상시키는 중요한 야금 용기입니다[1-6].그러나 주조가 진행됨에 따라 열 손실로 인해 레이들과 턴디쉬 모두에서 용강의 온도가 현저히 떨어지게 되고, 이는 원활한 작동을 위한 주조 속도의 변화와 턴디쉬와 금형의 유체 흐름의 불안정으로 이어지게 됩니다.주어진 일정한 온도에서 안정된 주조를 유지하기 위해 최근 몇 년 동안 플라즈마 건 또는 턴디쉬의 유도 채널에 의한 용강 가열 기술이 점점 더 주목 받고 있습니다.이러한 상황에서 주조 제품의 표면 품질과 일관된 내부 품질을 모두 기대할 수 있습니다.그러나 인덕션 히터의 설치로 인해 기존의 턴디쉬에 비해 턴디쉬의 유효 부피가 추론되고 유체의 흐름 특성이 달라집니다.
대칭형 유도 가열 채널이 있는 7가닥 턴디시는 고품질 베어링 및 스프링 강을 생산하는 데 사용되는 중국 철강 공장에서 사용 중입니다.그러나 산업 탐방로에서 Strand2와 Strand6의 빌렛에서 비금속 개재물이 다른 가닥보다 많다는 것을 발견했는데, 이는 유도 채널을 채택할 때 비합리적인 턴디쉬 구조의 결과로 의심된다.이에 당사에서 구조적 최적화를 진행하였고, 이중유도 히터를 기반으로 최적화된 케이스를 제공하였습니다.프로토타입 구조와 비교하여 최적화된 케이스의 데드존 부피 분율은 30.16% 감소했으며 평균 체류 시간은 278초 연장되었습니다.턴디쉬의 유효 부피를 늘리고 생산 효율을 높이기 위해 이 제철소에 단일 유도 히터를 채택할 예정이다.따라서 본 연구에서는 단일 유도 히터가 있는 이 7가닥 턴디쉬의 구조를 물리적 모델에 의해 최적화하고 그 안의 유체의 흐름 특성과 거동을 드러낼 것이므로 더 나은 적용에 유리합니다. 산업의 혁신적인 선박.
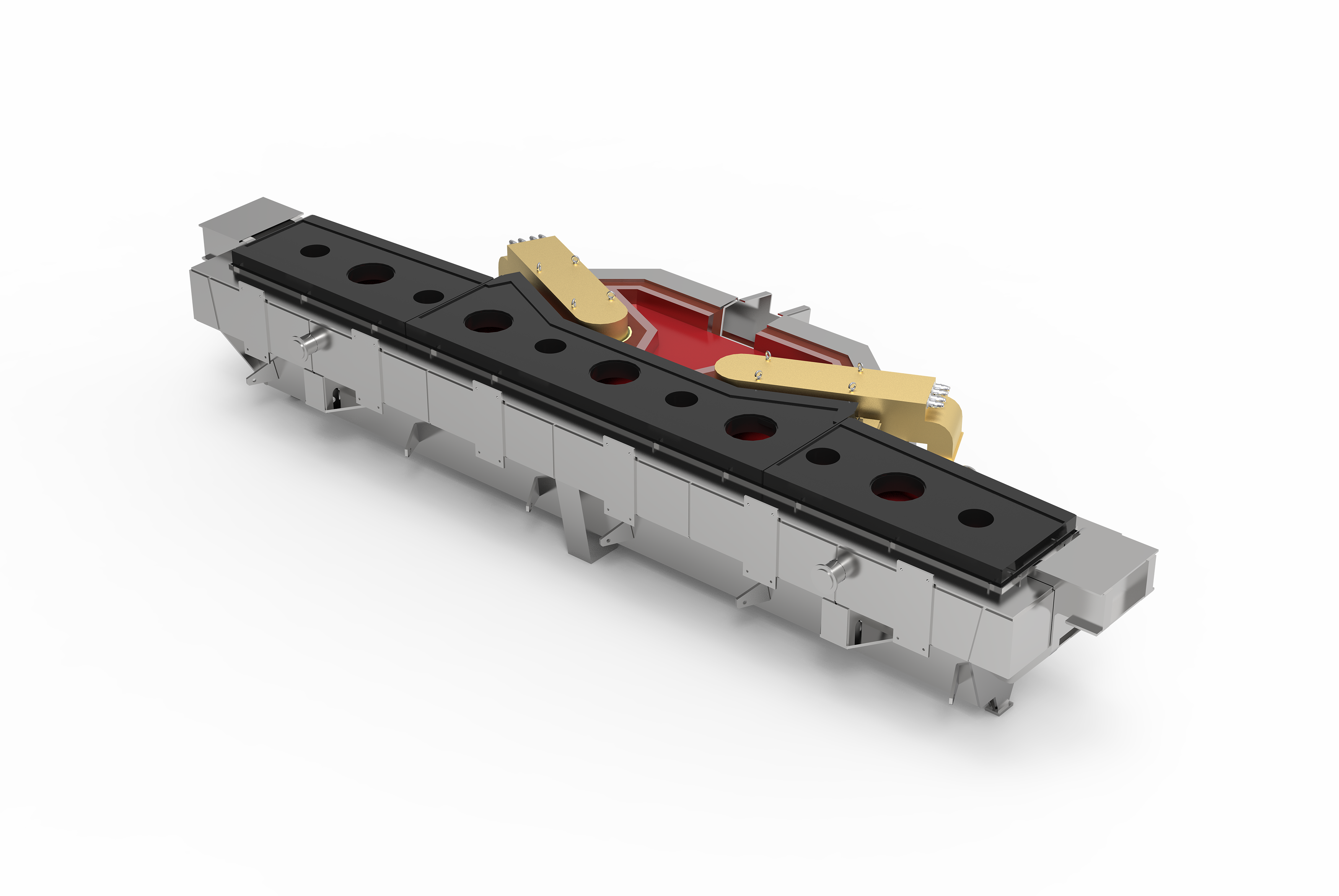
그 개략도는 그림 1에 나와 있습니다. 주입 챔버와 배출 챔버는 두 개의 가열 채널로 연결되고 두 개의 히터는 채널 주위에 있습니다.용강은 채널을 통해서만 주입 챔버에서 배출 챔버로 흐릅니다.
![]()

그림 1.턴디쉬 개략도 [8]
3. 결과 및 논의
3.1n의 경우등온 실험
산업 작업에서 용강이 유도 채널을 가로질러 흐르면 가열됩니다.다른 전력은 다양한 가열 효과를 생성합니다.액체 흐름에 대한 유도 가열의 영향을 관찰하기 위해 다양한 온도 차이에 대한 비등온 실험(![]() = 0, 5, 10, 20, 30 °C)의 유체가 단일 유도 히터(상향 채널 경사 5º, 턴디쉬 바닥 표면으로의 채널 내보내기에서 300mm)가 있는 프로토타입 턴디쉬에 대해 먼저 수행되었습니다.구조 개략도는 그림 2에 나와 있습니다. 채널 외부에서 가열되지 않은 용강을 모델링하기 위해 주변 온도의 물을 채택하고 채널 입구에서 다양한 온도의 온수를 주입했습니다.실험 계획은 표 1에 나열되어 있습니다.
= 0, 5, 10, 20, 30 °C)의 유체가 단일 유도 히터(상향 채널 경사 5º, 턴디쉬 바닥 표면으로의 채널 내보내기에서 300mm)가 있는 프로토타입 턴디쉬에 대해 먼저 수행되었습니다.구조 개략도는 그림 2에 나와 있습니다. 채널 외부에서 가열되지 않은 용강을 모델링하기 위해 주변 온도의 물을 채택하고 채널 입구에서 다양한 온도의 온수를 주입했습니다.실험 계획은 표 1에 나열되어 있습니다.
![]()

그림 2 단일 유도 히터가 있는 턴디쉬의 구조도
표 1. 비등온 실험의 계획.

다른 경우에 대한 유체의 특성 매개변수는 표 2에 표시되고 RTD 곡선은 그림 3에 표시됩니다.
테이블2.비등온 실험 사례의 특성 매개변수.

![]()

그림 3.다른 비등온 실험의 RTD 곡선ΔT: (a)케이스 P0,ΔT= 0°C;(b)P1, 5°C;(c)P2, 10°C;(d)P3, 20°C;(e)P4, 30°C.
표 2에서 케이스 P0(![]() = 0 °C),
= 0 °C),![]() 35초에 불과하고, 불감 부피 비율은 54.58%에 이르며, 이는 턴디쉬의 절반 유체가 천천히 흐른다는 것을 의미합니다.그 이유는 그림 3(a)의 RTD 곡선으로 다음과 같이 설명할 수 있습니다.C/C0P0가 모두 5.0을 초과하는 경우 가닥 2와 6의 경우 날카로운 모양을 보여 대부분의 트레이서가 콘센트 2와 콘센트 6으로 직접 흘러 \\"단락 흐름\\"을 형성함을 나타냅니다.참고문헌 [8]의 케이스 P0와 프로토타입 이중 유도 히터 케이스 A0의 비교, 사각지대
35초에 불과하고, 불감 부피 비율은 54.58%에 이르며, 이는 턴디쉬의 절반 유체가 천천히 흐른다는 것을 의미합니다.그 이유는 그림 3(a)의 RTD 곡선으로 다음과 같이 설명할 수 있습니다.C/C0P0가 모두 5.0을 초과하는 경우 가닥 2와 6의 경우 날카로운 모양을 보여 대부분의 트레이서가 콘센트 2와 콘센트 6으로 직접 흘러 \\"단락 흐름\\"을 형성함을 나타냅니다.참고문헌 [8]의 케이스 P0와 프로토타입 이중 유도 히터 케이스 A0의 비교, 사각지대![]() 전자와 표준편차
전자와 표준편차![]() 그리고
그리고![]() 모두 후자보다 크므로 프로토타입 이중 유도 히터 또는 단일 유도 히터에 관계없이 그들의 유동장은 온도차가 없는 조건에서 둘 다 비합리적이다.
모두 후자보다 크므로 프로토타입 이중 유도 히터 또는 단일 유도 히터에 관계없이 그들의 유동장은 온도차가 없는 조건에서 둘 다 비합리적이다.
케이스 P1의 경우(![]() = 5 °C), 총계
= 5 °C), 총계![]() 는 45초이고
는 45초이고![]() 2의NS가닥은 44초입니다.또한 서로 다른 가닥의 RTD 곡선 간에도 큰 차이가 있습니다.그러나 전체 턴디쉬의 데드존 비율은 3.66%에 불과하여 사례 P0보다 훨씬 작습니다.온도차가 클수록 케이스 P2~P4의 최소 휴식 시간과 피크 시간이 분명히 연장되고 데드존이 사라집니다.
2의NS가닥은 44초입니다.또한 서로 다른 가닥의 RTD 곡선 간에도 큰 차이가 있습니다.그러나 전체 턴디쉬의 데드존 비율은 3.66%에 불과하여 사례 P0보다 훨씬 작습니다.온도차가 클수록 케이스 P2~P4의 최소 휴식 시간과 피크 시간이 분명히 연장되고 데드존이 사라집니다.
사례 P1에서 P4를 비교하면 7 가닥의 RTD 곡선이![]() , 표준 편차(S)는 일반적으로 감소하고 있다.
, 표준 편차(S)는 일반적으로 감소하고 있다.
위의 현상을 설명하기 위해 케이스 P0과 P3의 잉크 궤적을 각각 그림 4와 그림 5에 나타내었다.
![]()

그림 4.P0의 경우 잉크 분산 궤적
![]()

그림 5.케이스 P3의 잉크 분산 궤적
케이스 P0의 경우 검정 잉크가 먼저 기울어진 채널을 따라 흐릅니다(그림 4a).78초에서 일부 잉크는 수조 표면으로 분산되고 다른 잉크는 배출구2로 직접 흘러 \\"단락 흐름\\"을 형성합니다.이 상황에서 이 가닥의 비금속 개재물은 떠서 제거할 시간이 충분하지 않습니다.그림 4(c)와 (d)에서 볼 수 있듯이 잉크는 유출구4 부근까지 거의 흐르지 않은 반면, 턴디쉬의 양면에 가장 집중되어 있어 유출구4 부근이 사각지대의 주요 원인임을 시사한다.표 2에서![]() 54.58%에 달하여 턴디쉬 부피의 절반 이상을 차지합니다.또한,
54.58%에 달하여 턴디쉬 부피의 절반 이상을 차지합니다.또한,![]() 그리고
그리고![]() 각각 122.40과 101.94를 나타내며, 이는 서로 다른 가닥 사이의 흐름 특성에 큰 차이가 있음을 나타냅니다.따라서 다음과 같은 조건에서 단일 유도 히터로 프로토타입 턴디쉬의 내부 구조를 최적화합니다.
각각 122.40과 101.94를 나타내며, 이는 서로 다른 가닥 사이의 흐름 특성에 큰 차이가 있음을 나타냅니다.따라서 다음과 같은 조건에서 단일 유도 히터로 프로토타입 턴디쉬의 내부 구조를 최적화합니다.![]() = 0은 매우 필요합니다.
= 0은 매우 필요합니다.
그림 5에서 P3의 잉크 궤적은 P0의 경우와 매우 다르며, 열 부력으로 인해 먼저 채널(그림 5(a))의 뜨거운 물과 함께 욕조 표면으로 흐르다가 전체 턴디쉬에 축적됩니다. 표면(그림 5(b)), 이 경우 단락 흐름이 생성되지 않습니다.그 후, 뜨거운 흐름은 점차 모든 콘센트로 가라앉습니다.턴디쉬의 표면에서 바닥까지 오랜 시간이 걸리면 액체의 체류 시간이 크게 증가합니다.또한, 뜨거운 흐름은 완전히 가라앉으므로 이 경우의 데드 볼륨이 사라집니다.
3.2을위한등온 실험
참고문헌[8]에서 설명한 바와 같이 턴디쉬의 유도가열이 일정시간 진행되면 유도유로 내부와 외부의 용강의 온도차가 사라질 때까지 감소하게 된다.그 때, 턴디쉬의 용강은 등온 흐름이 됩니다.또한, 유도 가열 작동은 일반적으로 경제적인 고려를 위해 베어링 및 스프링 강과 같은 일부 특수 강종에 사용됩니다.일반 강철 등급의 경우 채널의 가열 기능이 작동하지 않습니다.이 상황에서 채널을 통한 용강의 흐름도 등온입니다.따라서 단일유도가열을 이용한 턴디쉬의 구조적 최적화를 위해서는 물 모델의 등온 실험이 필요하다.
Double-Induction Heater[8]의 결과를 바탕으로 Single-Induction Heater의 경우는 다음과 같이 설계하였다. 턴디쉬의 각 측면은 출구 사이에 대칭으로 분포되어 있으며, 댐1은 출구2까지 375mm 위치에 있고, 댐2는 출구3까지 240mm에 있습니다.댐의 높이는 각각 0, 340, 420, 500mm로 배열되었으며 실험 방식은 표 3에 나열되어 있습니다. 유동 특성 매개변수는 표 4에, RTD 곡선은 그림 6에 나와 있습니다.
테이블3.등온 실험의 계획
사례 | 채널의 경사각/° | 채널 높이/mm | 댐 높이/mm |
G1 | 0 | 340 | 0 |
G2 | 0 | 340 | 340 |
G3 | 0 | 340 | 420 |
G4 | 0 | 340 | 500 |
테이블4.등온 실험의 흐름 특성 매개변수

![]()

그림 6다른 경우에서 등온 실험의 RTD 곡선: (a)G1;(b)G2;(c)G3;(d)G4
Table 4로부터 Case P0에 비해 Case G1의 평균 체류시간은 292초 증가하고 Dead Zone fraction은 반으로 감소하여 유도유로의 고도가 유동장 개선에 유리함을 알 수 있다.그러나 턴디쉬의 액체 표면과 잔류강의 한계로 인해 유도 채널이 너무 높을 수 없습니다.
사례 G2~G4를 비교하면, 평균 체류시간이 길어지고 댐 높이가 증가함에 따라 데드존 분율과 피크 농도가 감소하여 높은 댐이 이 턴디쉬의 유동장 최적화에 유리함을 시사한다.이는 높은 댐의 안내로 인해 유체가 oulet2 및 outlet6으로 직접 흐르지 않고 위쪽으로 흐르기 때문입니다.이 상황에서 짧은 순환 흐름이 제거됩니다.Case G3의 유동변수는 Case G4와 유사하여 실제 생산량과 잔강량을 고려하면 Case G3가 최적인 것으로 판단된다.
그림 6의 측온저항체 곡선에서 볼 때, 단일유도 가열기의 세트가 턴디쉬의 토출실 양쪽에서 유동장을 비대칭으로 만들기 때문에 다양한 가닥 사이의 차이가 상대적으로 크다.
4. 결론
채널형 싱글 인덕션 히터를 사용한 혁신적인 주조 턴디쉬의 유동 특성을 턴디쉬의 등온 및 비등온 작업 조건을 기반으로 물 모델 방법으로 밝히고 최적의 유동 제어 설계를 제시합니다.다음과 같은 결론이 도출됩니다.
비등온 상황에서 가열 채널의 유체는 액체 표면으로 직접 위쪽으로 흐르므로 강철의 비금속 개재물 제거에 잠재적으로 유리합니다.가열 채널 내부와 외부의 온도 차이가 클수록 상승 흐름이 더 분명해집니다.온도차가 10°C에 도달하면 턴디쉬의 데드존이 완전히 제거되고 유체의 최소 체류 시간과 평균 체류 시간이 각각 353초와 1067초에 도달하여 온도차가 없는 조건보다 훨씬 더 길다. .
등온 상황에서 유도 수로의 높이와 턴디쉬의 이중 댐 세트는 데드 존 비율을 줄일 수 있으며 높은 댐은 낮은 댐보다 유리합니다.케이스 G3 및 G4의 데드존 비율은 프로토타입 턴디쉬에서 45.57%, 케이스 P0에서 54.58%에서 16% 미만으로 감소했습니다.액면의 높이와 턴디쉬 내 잔류강재의 양을 고려하면 케이스 G3(유도수로 높이 340mm, 댐 2개 높이 420mm)가 실제 생산을 위한 최적의 선택이라고 볼 수 있다.
원저자의 서면 승인 없이 복제, 수정을 포함한 어떠한 형태로든 이 기사를 사용할 수 없습니다.








